甘肅天和力德管道生產制造涂塑鋼管,3PE防腐螺旋管,涂塑復合鋼管等產品.


蘭州大口徑涂塑鋼管加工流程,大口徑涂塑鋼管加工工藝。大口徑涂塑鋼管通常指直徑1米以上的涂塑鋼管,大口徑涂塑鋼管主要應用于供水、輸水工程領域。本文小編為大家介紹大口徑涂塑鋼管加工流程:
1. 鋼管制造以及驗收符合工程要求的鋼管壓力要求與管道行業標準。
2. 涂層材料符合項目技術要求,性能符合給水涂塑復合鋼管CJ/T120-2016標準中的規定。

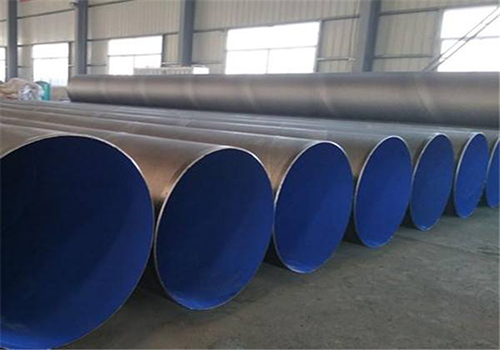
甘肅大口徑涂塑鋼管加工流程
蘭州大口徑涂塑鋼管加工工藝流程
4. 固化冷卻。對涂塑已經固化的涂塑鋼管進行冷卻,放入庫存貨場等待檢驗。
5. 檢驗打包。對涂塑下線的涂塑鋼管進行檢驗,檢驗方式主要包括:
檢驗外觀是否光滑無毛刺大口徑涂塑復合鋼管加工定制找甘肅天和力徳管道制造有限公司, 公司現擁有加工制造雙面螺旋焊鋼管生產線6條,可生產∮219—3620mm,壁厚6mm—25mm的各種規格的雙面埋弧螺旋焊管及涂塑鋼管,還可以為客戶加工定制非標的各種螺旋焊管,年生產能力20萬噸,并提供發泡保溫和3PE防腐、環氧粉末內外噴涂等后續加工配套服務。
| |
聯系人:薛統一 電話:18919316999 地址:蘭州市七里河區建西西路17號 官 網:globalqurantutor.com 版權所有:甘肅天和力德管道制造有限公司丨技術支持:啟航快優 甘肅天和力德管道生產制造涂塑鋼管,3PE防腐螺旋管,涂塑復合鋼管等產品,歡迎來電咨詢.
|  |










 甘公網安備 62010302000959號
甘公網安備 62010302000959號