甘肅天和力德管道生產(chǎn)制造涂塑鋼管,3PE防腐螺旋管,涂塑復(fù)合鋼管等產(chǎn)品.


對涂塑鋼管焊接方式有多種多樣,利用雙金屬對涂塑鋼管進行焊接有許多的方便,下面小編講述一下利用雙金屬對涂塑復(fù)合鋼管焊接的方式介紹。

涂塑管于焊接施工時,預(yù)留焊縫部位必需作砂磨處理至Sa2.5級,表觀錨紋深度于50μm與112μm間,保證管道施工之后保持附著力及內(nèi)壁光潔,無焊渣、氣孔,進而保證管道的內(nèi)修補質(zhì)量。
涂塑鋼管埋與地時,因為所承載的介質(zhì)重量及具體工作狀態(tài)之下,于動態(tài)過程之中有震動,致使土壤自身沉降因素,時間兩短,傳統(tǒng)的溝槽或是法蘭連接難免有滲漏的現(xiàn)象發(fā)生,所以易于發(fā)現(xiàn)。因此一般金屬管道選擇了間接焊接,間接焊接方式性能平穩(wěn),牢靠,不過這種方式于涂塑鋼管焊接過程之中導(dǎo)致內(nèi)壁涂層的破壞,導(dǎo)致涂層達絕不到其耐防腐,耐磨損的效果。
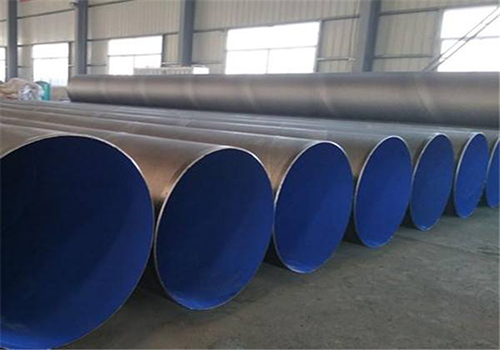
鋼管的端口皆有破口,于鋼管內(nèi)噴砂外拋丸處理后,于鋼管內(nèi)壁襯之上寬度為5-10公分,厚度為0.8mm的不銹鋼薄板,于具體焊接時,先行使用304或是是114絕不銹鋼焊條或是氬弧焊不銹鋼焊絲打底,進行內(nèi)層不銹鋼對接,接著使用碳鋼焊條焊接外層鋼管,焊接完之后里面需要用修補劑進行修補,恢復(fù)外層涂層的原樣。
| |
聯(lián)系人:薛統(tǒng)一 電話:18919316999 地址:蘭州市七里河區(qū)建西西路17號 官 網(wǎng):globalqurantutor.com 版權(quán)所有:甘肅天和力德管道制造有限公司丨技術(shù)支持:啟航快優(yōu) 甘肅天和力德管道生產(chǎn)制造涂塑鋼管,3PE防腐螺旋管,涂塑復(fù)合鋼管等產(chǎn)品,歡迎來電咨詢.
|  |










 甘公網(wǎng)安備 62010302000959號
甘公網(wǎng)安備 62010302000959號